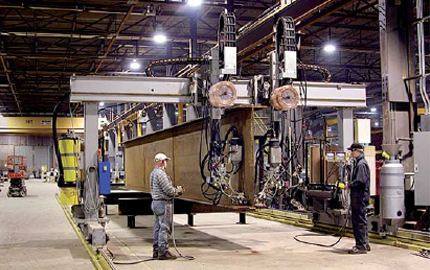
Высокая стабильность перемещения сварочных головок и оптимальные результаты сварки.
- Сварочный портал имеет жесткие опоры, установленные на тележках, перемещаемых двигателями постоянного тока с управлением кодовым датчиком, а также поперечную балку для обеспечения равномерной стабильной скорости сварки.
- Балка портала оборудована направляющими рейками с обеих сторон для движения сварочных тележек.
- Хорошо зарекомендовавшие себя головки А6 устанавливаются на прочных суппортах, выдерживающих тяжелые режимы работы, с полным диапазоном хода для обеспечения доступа к месту сварки.
- Оснащен блоком управления A2-A6 PEK и автоматической системой слежения по стыку GMH для контроля движения головки по вертикальной и горизонтальной осям.
- Дуговая сварка под флюсом - наиболее производительный метод, применяемый на данном типе порталов.
- Система рециркуляции флюса удобна в управлении, что позволяет вести непрерывный процесс сварки.
Одновременно
- Со снижением расхода флюса, рабочее место сварщика остается чистым и свободным от просыпанного флюса.
- Сварочные головки могут поворачиваться на ±180 градусов для сварки в обоих направлениях по оси X, а также на 90 градусов для сварки по оси Y вдоль балки.
- Большое количество осей регулировки позволяет вести сварку широкого спектра изделий.